
Atomic Industries: Plastics at the Speed of Software


Plastics
While the quote above from the 1967 film The Graduate was meant to equate plastics to a cheap, sterile, ugly, and meaningless way of life, boring almost by definition, the reality is that the invention of plastic–or more technically, synthetic polymer–in 1869 by John Wesley Hyatt freed human manufacturing for the first time from the constraints of nature, which only supplied so much wood, metal, stone, bone, tusk, and horn. The post-plastics age has freed people from the social and economic constraints imposed by the scarcity of natural resources, opening up an age of abundance across millions of product categories.
Naturally, after creating this revolutionary new material, John Hyatt had to develop a means by which it could be turned into useful products, and in 1872 Hyatt and his brother Isaiah patented the first injection molding machine, which used a simple plunger mechanism to push celluloid (a form of synthetic polymer) through a heated cylinder and into a mold to create billiard balls (which previously were made with ivory, that was expensive and hard to come by). This device led to the development of a booming manufacturing industry that produced buttons, combs, collar stays, and other items from celluloid.
Like so many other technologies that were either created or scaled to help win military battles, plastics benefited greatly from the U.S.’s booming industrial economy during World War II which created massive demand for inexpensive, mass-produced materials–something perfectly suited for the plastics industry. Worldwide production of plastics quadrupled during the war, increasing from under 100,000 tonnes in 1939 to 365,000 tonnes (or over 804M pounds) in 1945. Plastic production overtook steel production in terms of market share by the 1970s, and the introduction of lightweight aluminum molds in the 1990s offered a faster, more cost-effective substitute to steel tooling. Today, the world produces approximately 430M to 460M metric tons (948B - 1T pounds) of plastic each year.

Source: Our World in Data
Making a trillion pounds of anything annually is a non-trivial task. What is plastic injection molding and how does it accomplish this incredible feat? Before we answer that question, it might be helpful to give a quick primer on the various manufacturing methods used to make component parts of all types. As the graphic below shows, there are seven basic methods to create parts: casting, molding, forming, additive manufacturing (also known as 3D printing), machining (also known as subtractive manufacturing), joining and coating. While we won’t go into detail on these different processes, a quick summary on each is below.

Source: LinkedIn
Casting: A process where molten material (typically metal) is poured into a mold, allowed to cool and solidify, and then removed from the mold to create a desired shape.
Molding: This is what Atomic Industries does and what will be explained in more detail below.
Forming: A group of processes that shape materials, most commonly metal, into desired forms and sizes by applying mechanical force or stress.
Machining: A subtractive process where material is removed from a workpiece to create a desired shape, often using machine tools and cutting tools.
Joining: The processes of connecting two or more components to create a single, larger unit.
Coating: Involves applying a layer of material (the coating) onto a surface to enhance its properties or protect it from external factors.
Additive: A process that builds three-dimensional objects layer by layer from a digital design.
Plastic Injection Molding
Put simply, molding, or plastic injection molding (PIM) is a manufacturing process where plastic pellets (raw feedstock) are heated to create molten plastic that is then injected into a mold cavity, allowed to cool and solidify, and then ejected as a finished part. Typically, the cycle time for injection molding can range from 15 seconds to several minutes per part, with most standard parts falling between 30 seconds to 2 minutes, meaning that a PIM machine running 40 hours per week can produce between 57,600 and 230,400 parts per year on average.

Source: Wikipedia
However, the simplicity of this process is an illusion. The mold at the heart of this system is a fantastically complex machine that requires extremely intricate engineering. Today, every plastic part you touch, from car interiors to consumer devices, is made using a mold. The mold is like the negative of a photograph: its geometry and surface texture is directly transferred onto the injection molded part. Molds consist of two halves: the cavity (the front side) and the core (the back side). A clamping system keeps the two parts of the mold tightly shut during injection and it pushes the part out of the mold after it opens. The runner system is the channel that guides the melted plastic into the cavity of the mold. It controls the flow and pressure with which the liquid plastic is injected into the cavity and it is removed after ejection.
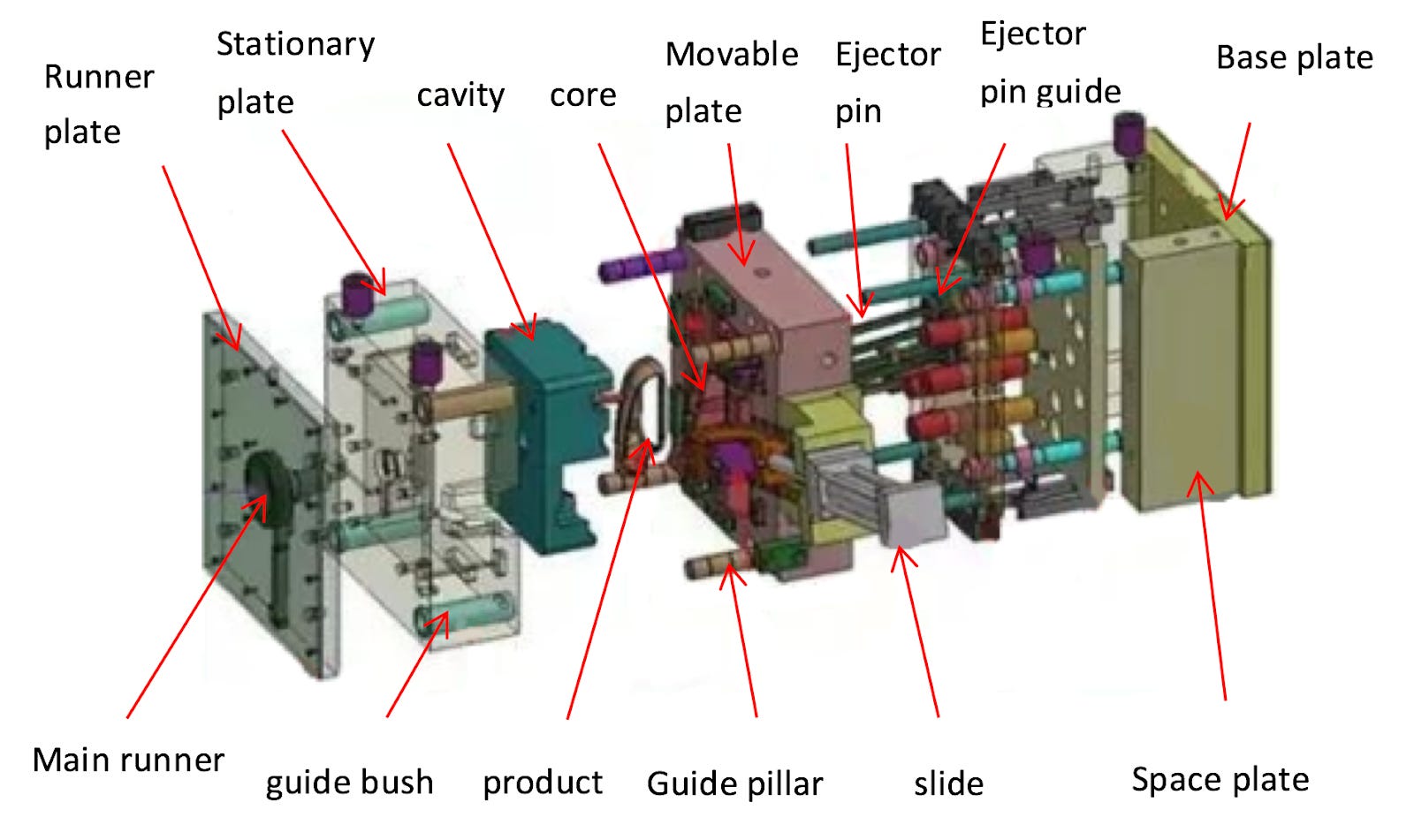
Source: NexPCB
Then there is a maze of convoluted channels normally made from tool steels or copper alloys that weave through the mold, through which a coolant (typically water) flows to cool the molten plastic to harden the final plastic part. This type of cooling can take two forms: conventional cooling that uses straight, drilled channels within the mold, and the more complex conformal cooling where the cooling channels in the mold are designed to closely follow the contours of the part being produced. Conformal cooling allows for more efficient and uniform cooling of complex geometries, reduces cycle times and improves part quality. However, it is very difficult to manufacture these types of cooling channels with conventional machining techniques.
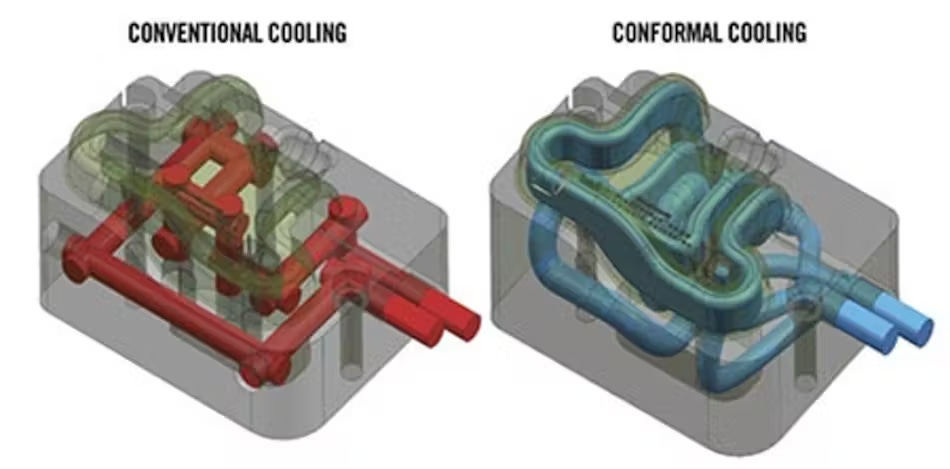
Source: PMM
After a part is formed and solidified in the mold, an ejection system with several ejection pins remove the finished plastic part from the mold cavity. A simple mold may contain hundreds of individual component parts while a complex one could have thousands.
While there have been a few notable new PIM technologies developed and adopted over time–notably James Watson Hendry’s extrusion screw injection machine introduced in 1946 that revolutionized the modern PIM field through a rotating screw that gave the operator better control over the production process, resulting in significant improvements to the quality of the injection-molded parts, and his follow-up improvement which using pressurized gas in the manufacturing process to displace molten plastic within the mold, enabling the creation of plastic products that were hollow, long, and complex–historical innovation in in this field has mostly centered around material science developments in the raw feedstock. Plastics are now offered in a wider variety than when PIM methods were first invented. Currently, plastics with different melting points are accessible, and it is also possible to include additives that create specific qualities for the finished product.
Typically in the plastic part industry, there are companies that manufacture and sell the molds and companies that buy the molds to produce and sell parts. There are very few mold manufacturers while there are over a hundred thousand plastic part producers. The top 10 global mold manufacturers had combined 2023 revenues of $14.7B, cumulative valuations of $37.8B (excluding two for whom valuation data could not be found), an average revenue multiple of only 1.95x, and an average age of nearly 92 years. Only one–Milacron–is based in the U.S. To say these are large, old and slow-growing companies would be an understatement. But this is understandable: while the average mold costs anywhere between $3,000 and $100,000+ to produce (with some costing upwards of $2M for more complex part production), the capex required to build out the infrastructure and tooling to make these molds can cost hundreds of millions. As Elon Musk has said “the machine that makes the machine is vastly harder than the machine itself.” Mold making is also an art done by expert craftsmen (who are quickly aging out of the industry) using tribal knowledge passed down over time through apprenticeship. This is why lead times for molds can be more than 12 months.

Source: PitchBook; Log-Machine
On the parts side, the market is highly fragmented with over 8,000 plastic parts suppliers in the U.S. alone and 119,000 globally. This should not be surprising: once a complex mold is created and installed, parts can be produced relatively easily at a rapid pace as mentioned earlier. According to data from Plastics News, the top 100 plastic part producers in North America averaged $329M in revenue earned from the sale of injection-molded plastic parts (with the top company–Amcor–doing more than $2B in top line plastic part revenue). The average age of these companies is 58 years.
There are also limited incentives for both the mold makers and parts producers to invest heavily in R&D. On the mold maker side, the concentration of the market gives little choice to parts producers from whom they buy their molds. The low profit margins (5% to 8% on average) that both mold makers and parts producers realize do not leave any room for meaningful investments into new technology. The vast majority of parts producers are SMBs often run by second or third generation family members who view their family companies as lifestyle businesses, and who are not motivated or incentivized to modernize (even if the financial resources were available to do so).
The explosive growth of plastic demand over the last 75 years has put a strain on the system, and events like the COVID-19 pandemic, geopolitical instability, and the U.S. reindustralization movement have exposed major plastic-part supply-chain risk. Manufacturing any physical product at scale requires custom tooling–molds, dies, jigs, and fixtures that shape raw materials into the final parts. This tool and die making process (central in mold making) is often the rate-limiting step in product development. It’s incredibly complex and labor-intensive, relying on the skill of veteran toolmakers who design by intuition honed over years.
Additionally, the process of designing a mold that produces a part to spec for an end customer is a laborious one. Typically an OEM puts out a request for a quote (RFQ) to several parts producers for the part they need. Often a CAD file is included with the part design and specifications. Depending on the complexity and use case of the part, the OEMs must first consult vetted lists of parts makers that have been qualified through a complex QA process, called the Production Process and Product Approval, or PPA process. Next, the part producer puts out their own RFQ to mold maker vendors in their network. After getting various quotes from mold makers, the parts producer goes back to the OEM with a price quote and turnaround estimate. Because the parts producers have to include the NRE (non-recurring engineering) costs to make the mold, the per-part price transparency is often low. Once the OEM accepts the parts producer proposal, the project is started. From there a lengthy and iterative back-and-forth process can occur between the OEM, parts producer and mold maker if the design of a part has to be modified (which happens if a mold can not be made economically to produce a specific part spec, or if a part simply cannot be injection molded due to current design limitations). As noted earlier, this process can take anywhere from 18 weeks on the low end to 52 weeks or more on the higher end.

Source: Atomic Industries internal documents
Plastics at the Speed of Software
It is unquestionable that advancements in software and artificial intelligence have led to efficiency and productivity gains across countless industries, including manufacturing. However, these advancements have yet been brought to bear across the injection molding industry. If Open AI’s Sora can automate the creation of cinematic video from a text prompt in seconds, what kind of impact could AI have on the creation of plastic parts?

Detroit-based Atomic Industries is a company building the answer to that very question, and today, we’re excited that MaC Venture Capital has co-led their Series A alongside DTX Ventures . Founded in 2019 by entrepreneur and reindustralist Aaron Slodov and PIM-industry veteran Lou Young, Atomic is building the first vertically-integrated, software-defined mass-production company of the 21st century, starting with plastic parts that are better, cheaper, and up to 50% faster to produce than any legacy supplier. Atomic is designing and manufacturing their own molds in house they use to produce parts for their end customers. By deploying a large network of sensors into each mold they build, with each job Atomic undertakes, Atomic grows a large library of mold performance data that trains AI models that enable autonomous design loops which lets one engineer explore hundreds of mold variants per hour instead of one per month. This kind of rapid iteration ultimately results in faster and higher-margin parts production.
Vertical integration also allows Atomic to cut out a critical process layer, simplifying parts procurement for the customer. Atomic absorbs the NRE around mold making and provides one simple price per part “instant” quote to the customer based just on a CAD design. By doing so they convert tooling from a capital expenditure to an operating expenditure. And lead time for parts is cut by up to 60%.

Source: Atomic Industries internal documents
Back in 2017 Keith Rabois put out the Tweet below saying that a promising formula for startup success was to find a large and highly fragmented industry with a low net promoter score and then vertically integrate a solution to simplify the product and value proposition. This is exactly the formula Atomic Industries is following.
Source: X.com
Plastic injection molding has revolutionized the world of manufacturing, but the pace of innovation has not kept up with a changing world, causing bottlenecks in the prototyping of new products and the scaled production of existing ones. For over 70 years, OEMs have endured a status quo characterized by long lead times, expensive tooling costs, and single-digit net margins. The combination of speed, zero up-front cost, and sticky data feedback loops positions Atomic to be the transformative company that can help the U.S. regain its position as a leader in the global manufacturing industry.